Контроль активный
Большая Советская Энциклопедия. Статьи для написания рефератов, курсовых работ, научные статьи, биографии, очерки, аннотации, описания.
|
|
| КОА |
| КОБ |
| КОВ |
| КОГ |
| КОД |
| КОЖ |
| КОЗ |
| КОИ |
| КОЙ |
| КОК |
| КОЛ |
| КОМ |
| КОН |
| КОО |
| КОП |
| КОР |
| КОС |
| КОТ |
| КОУ |
| КОФ |
| КОХ |
| КОЦ |
| КОЧ |
| КОШ |
| КОЩ |
| КОЭ |
| КОЮ |
| КОЯ |
Контроль активный, контроль деталей непосредственно в процессе обработки на станке или вне станка, дающий информацию о необходимости изменения режимов обработки или подналадки станка (изменение положения между инструментом и деталью). Название «активный» этот вид контроля получил по степени участия в технологическом процессе обработки. Контроль активный применяется главным образом при окончательной обработке деталей на шифовальных, хонинговальных станках. Отдельно выделяется подналадочный Контроль активный, при котором измерительная информация, основанная на результатах измерения окончательно обработанной детали или группы деталей вне станка, используется для автоматической подналадки или остановки станка. Устройства для подналадочного Контроль активный иногда выполняют функции контрольных автоматов (см. Контроль автоматический).
Контроль активный может осуществляться методом косвенных измерений, когда контролируется положение элементов станка (шлифовального круга, суппорта и т. д.), определяющих размер детали, и чаще методом прямых измерений, когда контролируют непосредственно деталь.
Контроль активный может быть ручным, при котором рабочий управляет режимами и остановкой станка при наблюдении за показаниями прибора, измеряющего детали в процессе обработки, или автоматическим, когда управление станком осуществляется с помощью команд, выдаваемых установленным на станке или вне станка прибором.
Приборы Контроль активный разделяют на командные, сигнал которых поступает в систему автоматического управления станком (рис. 1), показывающие (рис. 2), сигнальные и сигнально-показывающие, которые позволяют оператору использовать информацию прибора для ручного управления станком. Командные приборы могут иметь отсчётные или сигнальные устройства.
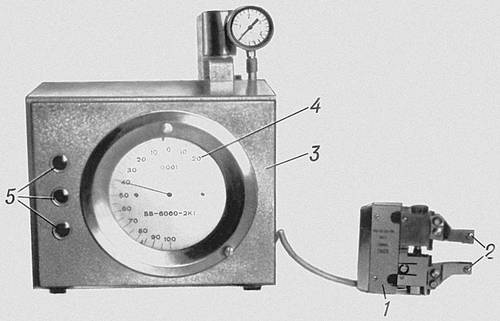
Рис. 1. Командный прибор активного контроля с настольной скобой: 1 — скоба; 2 — измерительные наконечники; 3 — отсчётно-командное устройство; 4 — шкала отсчётного устройства; 5 — сигнальные лампы указания режимов работы.
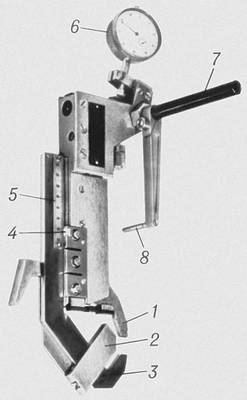
Рис. 2. Показывающий прибор активного контроля с навесной скобой: 1, 3 — регулируемые контакты; 2 — контролируемая деталь; 4 — указатель; 5 — шкала для предварительной настройки на размер; 6 — индикатор; 7 — кронштейн; 8 — ограничитель.
По способу установки измерительных элементов на станке приборы Контроль активный разделяются на приборы с навесной скобой (см. рис. 2), которые обычно устанавливаются на деталь и снимаются с неё оператором, и с настольной скобой (см. рис. 1), которые устанавливаются на детали и снимаются с неё автоматически. По принципу действия приборы Контроль активный могут быть механические (например, с использованием индикатора часового типа), пневматические, индуктивными и ёмкостными. В СССР наиболее распространены пневматические приборы. Настройку приборов производят по образцовой детали.
Особую группу приборов Контроль активный составляют приборы для сопряжённого шлифования (рис. 3), с помощью которых можно измерять вал в процессе его обработки и выключать станок, когда вал достигнет размера, обеспечивающего требуемый зазор или натяг с заранее обработанным отверстием (например, обработка шпинделя по отверстию в передней бабке станка). Контроль активный осуществляют главным образом в массовом и крупносерийном производстве. Иногда целесообразно применять Контроль активный при обработке небольших партий деталей (до 10 штук).
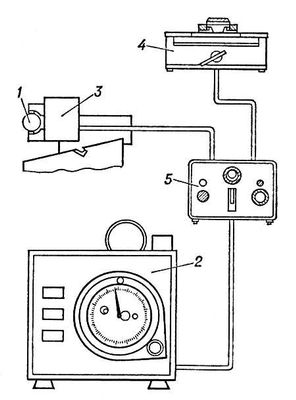
Рис. 3. Схема прибора активного контроля для сопряженного шлифования: 1 — обрабатываемая деталь; 2 — отсчётно-командное устройство; 3 — скоба для измерения диаметра вала в процессе обработки; 4 — измерительное устройство для определения диаметра отверстия, под которое обрабатывается вал; 5 — переключатель для подключения в отсчётно-командное устройство скобы (3) и измерительного устройства или совместного их включения.
Применение Контроль активный позволяет повысить производительность труда, улучшить качество обработки, вести одновременное обслуживание нескольких станков, получать высокую точность деталей, использовать на этих работах операторов относительно невысокой квалификации.
Перспективным является создание приборов Контроль активный, работающих без настройки по образцовым деталям, с автоматической подналадкой уровня настройки, устанавливающих оптимальный режим производственного процесса, и расширение области применения Контроль активный на всех видах обрабатывающих станков.
Лит.: Кондашевский В. В., Автоматический контроль размеров деталей в процессе обработки, М., 1951; Волосов С. С., Основа точности активного контроля размеров, 2 изд., М., 1969; Активный контроль в машиностроении, под ред. Е И. Педь, М., 1971.
Н. М. Марков.
|
Так же Вы можете узнать о... Подпольные типографии РСДРП (большевиков), нелегальные типографии, печатавшие прокламации, газеты, брошюры и др. Протравливание, обеззараживание семян, посадочного материала протравителями для защиты растений в начале роста и развития от грибных, бактериальных или вирусных болезней. Риджионализм, течение в американской живописи 1930-х гг. Светильный газ, смесь газов горючих, главным образом метана и водорода, образующаяся при термической переработке угля — коксовании,полукоксовании и других пирогенетических процессах. Сменовеховство, общественно-политическое течение русской буржуазной интеллигенции (главным образом эмигрантской) в 20-х гг. Стоянович Радмила Стоянович (Stojanovic) Радмила (р. 24.7.1920, Босански-Шамац), югославский экономист. Термическая нефтедобыча, методы разработки нефтяных месторождений воздействием на нефтяные пласты теплом. Тяжёлый бетон, обычный бетон, общее название большой группы бетонов с объёмной массой 1800—2500 кг/м3. Флебит (от греч. phleps, родительный падеж phlebos – вена), воспаление стенки вены, вызванное инфекцией или введением в вену раздражающих веществ (т. Христос (греч. Christos, буквально — помазанник), Иисус, в христианском церковном учении основатель христианства. Шансонетка (франц. chansonnette, уменьшительное от chanson — песня), 1) небольшая песенка игривого, часто фривольного содержания. Эль-Сальвадор (El Salvador), населенный пункт в Чили, в провинции Чаньяраль, в Андах, на высоте свыше 2800 м. Агонсильо Теодоро Агонсильо (Agoncillo) Теодоро (р. 1914), филиппинский историк, профессор Филиппин, университета в Маниле. Анхра-Майнью (в Авесте — Ангро-майнью, др.-иран. Барвинок Ганна (псевдоним; настоящие имя и фамилия Александра Михайловна Белозерская-Кулиш) [23. Большая Роговая, Верхняя Роговая, Роговая, река в Архангельской области РСФСР и Коми АССР, правый приток р. Веерницы (Orneodidae), семейство насекомых отряда бабочек. Вписанный угол, угол, вершина которого лежит на плоской кривой, а стороны являются хордами этой кривой. Гидрастис (Hydrastis), род травянистых многолетних растений семейства лютиковых, иногда выделяемый в семейство гидрастиевых. |
|