Протяжной станок
Большая Советская Энциклопедия. Статьи для написания рефератов, курсовых работ, научные статьи, биографии, очерки, аннотации, описания.
|
|
| ПРА |
| ПРЕ |
| ПРЁ |
| ПРЖ |
| ПРИ |
| ПРО |
| ПРУ |
| ПРШ |
| ПРЫ |
| ПРЮ |
| ПРЯ |
Протяжной станок,металлорежущий станок для обработки поверхностей различного профиля инструментом — протяжкой. Протяжной станок разделяются на станки общего назначения и специальные, служат для обработки (протягивания) внутренних и наружных поверхностей. В Протяжной станок рабочим движением является прямолинейное движение каретки, несущей протяжку, либо заготовки при неподвижной протяжке. Выпускаются модели Протяжной станок с горизонтальным (рис.) и вертикальным расположением кареток (от одной до 6), однои многопозиционные (с поворотными столами для установки нескольких деталей). Особую группу Протяжной станок составляют т. н. станки непрерывного действия — цепные и ротационные. Основные параметры Протяжной станок: тяговая сила, развиваемая кареткой, достигающая у некоторых Протяжной станок 1 Мн (100 тс), и длина хода каретки (до 2 м). Скорости протягивания в станках общего назначения составляют 15—20 м/мин, в специальных станках — до 90 м/мин, в станках непрерывного действия — 1,5—15 м/мин. Привод станка обычно гидравлический, в высокоскоростных станках — электромеханический. Протяжной станок применяются в массовом и крупносерийном производстве, обеспечивают высокую точность (1—2-го класса), малую шероховатость обработанных поверхностей (до 8—10-го класса).
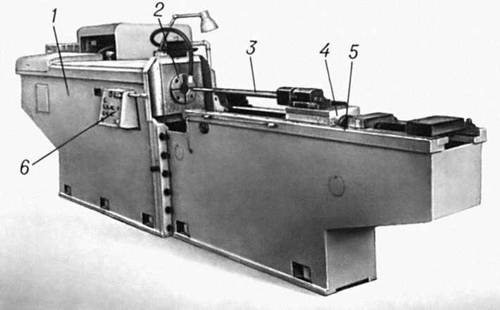
Горизонтальный протяжной станок для внутреннего протягиваня: 1 — станина; 2 — патрон для зажима детали; 3 — протяжка; 4 — каретка; 5 — направляющие; 6 — пульт управления.
Тенденции развития Протяжной станок: автоматизация операций установки заготовки и снятия готовой детали со станка; автоматизация движений подвода инструмента к заготовке, крепления его в зажимном патроне, возвращения в исходное положение; разработка компоновки станка, при которой тяговая сила соосна силе протягивания, что обеспечивает существенное снижение сил трения в направляющих каретки и, как следствие, повышение точности обработки; встраивание Протяжной станок в автоматические линии.
Лит.: Металлорежущие станки, 2 изд. т. 1, М., 1965.
Г. А. Левит.
|
Так же Вы можете узнать о... Форма государства, в узком смысле форма правления, в широком смысле включает в себя также форму государственного устройства (унитарное государство, федерация, характер взаимоотношений между государством и его частями, между центральными и местными органами управления и др. Хохлач Лука Михайлович (г. рождения неизвестен — умер 1708), казачий атаман, сподвижник К. Чистые культуры, клетки одного вида микроорганизмов, выращенные на питательных средах. Эйдеман Роберт Петрович Эйдеман, Эйдеманис Роберт Петрович [27.4(9.5). Язгулем, Мазардара, Обимазар, река в Горно-Бадахшанской АО Таджикской ССР, правый приток Пянджа. Алексеев Михаил Павлович [р. 24.5(5.6).1896, Киев], советский литературовед, академик АН СССР (1958; член-корреспондент 1946); профессор ЛГУ (с 1932). Арран, Аран, арабское обозначение территории Албании Кавказской. Баталин Александр Федорович [1(13).8.1847, Петербург, — 1(13). Болгарское ополчение, военное формирование в русской армии во время русско-турецкой войны 1877—78. Вальцедековый станок, машина для шелушения (отделения наружных оболочек от ядра) гречихи и проса. Водопад, падение воды в реке в местах резкого изменения высоты её дна с образованием почти отвесного уступа. Гармонический анализ, отдел математики, связанный с разложением колебаний на гармонические колебания. |
|