Литьё под давлением металлов
Большая Советская Энциклопедия. Статьи для написания рефератов, курсовых работ, научные статьи, биографии, очерки, аннотации, описания.
|
|
| ЛИА |
| ЛИБ |
| ЛИВ |
| ЛИГ |
| ЛИД |
| ЛИЕ |
| ЛИЗ |
| ЛИЙ |
| ЛИК |
| ЛИЛ |
| ЛИМ |
| ЛИН |
| ЛИО |
| ЛИП |
| ЛИР |
| ЛИС |
| ЛИТ |
| ЛИУ |
| ЛИФ |
| ЛИХ |
| ЛИЦ |
| ЛИЧ |
| ЛИШ |
Литьё под давлением металлов, способ получения отливок из сплавов цветных металлов и сталей некоторых марок в пресс-формах, которые сплав заполняет с большой скоростью под высоким давлением, приобретая очертания отливки. Этим способом получают детали сантехнического оборудования, карбюраторов двигателей, алюминиевые блоки двигателей и др. Литьё производят на литейных машинах с холодной и горячей камерами прессования (рис.). Литейные формы, называются обычно пресс-формами, изготовляют из стали. Оформляющая полость формы соответствует наружной поверхности отливки с учётом факторов, влияющих на размерную точность. Кроме того, в пресс-форму входят подвижные металлические стержни, образующие внутренние полости отливок, и выталкиватели.
При получении отливок на литейных машинах с холодной камерой прессования (рис., а, б) необходимое количество сплава заливается в камеру прессования вручную или заливочным дозирующим устройством. Сплав из камеры прессования под давлением прессующего поршня через литниковые каналы поступает в оформляющую полость плотно закрытой формы, излишек сплава остаётся в камере прессования в виде пресс-остатка и удаляется. После затвердевания сплава форму открывают, снимают подвижные стержни и отливка выталкивателями удаляется из формы. При получении отливок на машинах с горячей камерой прессования (рис., в) сплав из тигля нагревательной печи самотёком поступает в камеру прессования. После заполнения камеры прессования срабатывает автоматическое устройство (реле времени, настроенное на определённый интервал), а поршень начинает давить на жидкий сплав, который через обогреваемый мундштук и литниковую втулку под давлением поступает по литниковым каналам в оформляющую полость формы и кристаллизуется. Через определённое время, необходимое для образования отливки, срабатывает автоматическое устройство на раскрытие формы, и отливка удаляется выталкивателями. У полученных отливок обрубают (обрезают) заливы (облой), элементы литниковых систем, затем их очищают вручную или на машинах; если необходимо, производят термообработку.
Для этого метода литья характерны высокая скорость прессования и большое удельное давление [30—150 Мн/м2 (300—1500 кгс/см2)] на жидкий сплав в форме. Качество отливок зависит от ряда технологических и конструктивных факторов, например выбора сплава, конструкции отливки, литниковой и вентиляционной систем, формы, стабильности температуры сплава и формы, вакуумирования формы для предупреждения образования пористости и т. д. Метод обеспечивает высокую производительность, точность размеров (3—7-й классы точности), чёткость рельефа и качество поверхности (для отливок массой до 45 кг из алюминиевых сплавов — 5—8-й классы чистоты). Производительность машин от 1 до 50 заливок в мин. Применяют многогнёздные формы, в которых за 1 заливку изготовляют более 20 деталей.
Лит.: Пляцкий В. М., Технология литья под давлением, 3 изд., М., 1957; Беккер М. Б., Литье под давлением,2 изд., М., 1973.
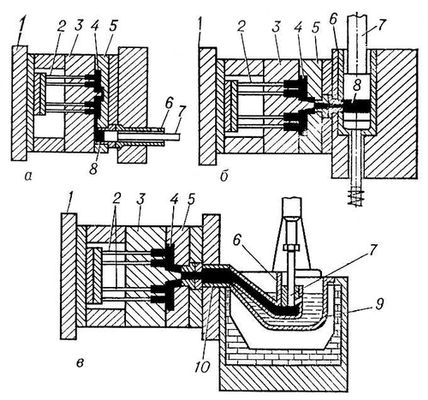
Схемы литья под давлением на машинах с камерами прессования: а — холодной горизонтальной; б — холодной вертикальной; в — горячей; 1 — плита крепления подвижной части формы; 2 — выталкиватели; 3 — подвижная матрица формы; 4 — полость формы (отливка); 5 — неподвижная матрица формы; 6 — камера прессования; 7 — прессующий поршень; 8 — пресс-остаток; 9 — тигель нагревательной передачи; 10 — обогреваемый мундштук.
М. Б. Беккер.
|
Так же Вы можете узнать о... Внешнее трение, см. Трение внешнее. Газы крови, газы, содержащиеся в крови животных и человека в растворённом состоянии и в химически связанном виде. Гиень, Гюйенн (Guyenne), историческая область на юго-западе Франции. Грибов Анисим (гг. рождения и смерти неизвестны), русский дипломат середины 17 в. Деперье Бонавантюр Деперье (Desperiers, Des Periers) Бонавантюр (около 1500, Арне-ле-Дюк, Бургундия, — 1543 или 1544), французский писатель-гуманист. Драва (Drava, нем. Drau), река в Европе, правый приток Дуная. Заеда, трещины в углах рта. Вызывают З. и поддерживают её хроническое течение некоторые микроорганизмы (стрептококки, Стафилококки, дрожжеподобные грибки), витаминная недостаточность. Изоглосса (от изо... и греч. glossa — язык, речь), линия на карте, обозначающая в лингвистической географии границы распространения какого-либо языкового явления (фонетического, морфологического, синтаксического, лексического и др. Кавказское линейное казачье войско, образовано в 1832 из 5 старинных казачьих полков (Кизлярского, Терско-семейного, Гребенского, Моздокского и Горского), размещавшихся от устья р. Кассель (город в ФРГ) Кассель (Kassel), город в ФРГ, в земле Гессен, на р. Клястицы, село Россонского района Витебской области БССР (севернее г. Коптюг Валентин Афанасьевич (р. 9.6.1931, Юхнов Калужской области), советский химик-органик, член-корреспондент АН СССР (1968). |
|