Прокатка
Большая Советская Энциклопедия. Статьи для написания рефератов, курсовых работ, научные статьи, биографии, очерки, аннотации, описания.
|
|
| ПРА |
| ПРЕ |
| ПРЁ |
| ПРЖ |
| ПРИ |
| ПРО |
| ПРУ |
| ПРШ |
| ПРЫ |
| ПРЮ |
| ПРЯ |
Прокатка металлов, способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов. Валки имеют большей частью форму цилиндров, гладких или с нарезанными на них углублениями (ручьями), которые при совмещении двух валков образуют т. н. калибры (см. Валки прокатные,Калибровка прокатных валков, Профилировка валков).
Благодаря свойственной Прокатка непрерывности рабочего процесса она является наиболее производительным методом придания изделиям требуемой формы. При Прокатка металл, как правило, подвергается значительной пластической деформации сжатия, в связи с чем разрушается его первичная литая структура и вместо неё образуется структура, более плотная и мелкозернистая, что обусловливает повышение качества металла. Т. о., Прокатка служит не только для изменения формы обрабатываемого металла, но и для улучшения его структуры и свойств.
Как и др. способы обработки металлов давлением, Прокатка основана на использовании пластичности металлов. Различают горячую, холодную и тёплую Прокатка Основная часть проката (заготовка, сортовой и листовой металл, трубы, шары и т.д.) производится горячей Прокатка при начальных температурах: стали 1000—1300 °С, меди 750—850 °С, латуни 600—800 °С, алюминия и его сплавов 350—400 °С, титана и его сплавов 950—1100°С, цинка около 150 °С. Холодная Прокатка применяется главным образом для производства листов и ленты толщиной менее 1,5—6 мм, прецизионных сортовых профилей и труб; кроме того, холодной Прокатка подвергают горячекатаный металл для получения более гладкой поверхности и лучших механических свойств, а также в связи с трудностью нагрева и быстрым остыванием изделий малой толщины. Теплая Прокатка в отличие от холодной происходит при несколько повышенной температуре с целью снижения упрочнения (наклёпа) металла при его деформации.
В особых случаях для предохранения поверхности прокатываемого изделия от окисления применяют Прокатка в вакууме или в нейтральной атмосфере.
Известны 3 основных способа Прокатка: продольная, поперечная и винтовая (или косая). При продольной Прокатка (рис. 1, а) деформация обрабатываемого изделия происходит между валками, вращающимися в противоположных направлениях и расположенными в большинстве случаев параллельно один другому. Силами трения, возникающими между поверхностью валков и прокатываемым металлом, он втягивается в межвалковое пространство, подвергаясь при этом пластической деформации. Продольная Прокатка имеет значительно большее распространение, чем 2 др. способа. Поперечная Прокатка (рис. 1, б) и винтовая (косая) Прокатка (рис. 1, в) служат лишь для обработки тел вращения. При поперечной Прокатка металлу придаётся вращательное движение относительно его оси и, следовательно, он обрабатывается в поперечном направлении. При винтовой Прокатка вследствие косого расположения валков металлу, кроме вращательного, придаётся ещё поступательное движение в направлении его оси. Если поступательная скорость прокатываемого металла меньше окружной скорости вследствие его вращения, Прокатка называется также поперечно-винтовой, а если больше — продольно-винтовой. Поперечная Прокатка применяется для обработки зубьев шестерён и некоторых др. деталей, поперечно-винтовая — в производстве цельнокатаных труб, шаров, осей и др. тел вращения (рис. 2). Продольно-винтовая Прокатка находит применение при производстве свёрл.
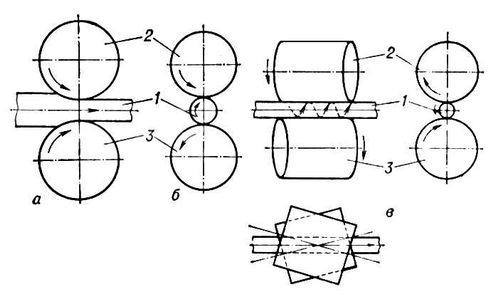
Рис. 1. Схема продольной (а), поперечной (б) и винтовой (в) прокатки: 1 — прокатываемый металл; 2 и 3 — валки.
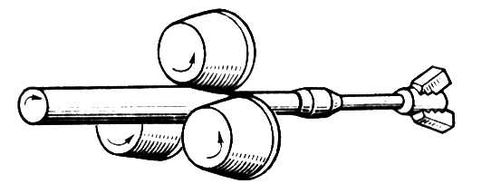
Рис. 2. Схема винтовой прокатки круглых периодических профилей.
При продольной Прокатка, когда металл проходит между валками, высота его сечения уменьшается, а длина и ширина увеличиваются (рис. 3). Разность высот сечения металла до и после прохода между валками наз. линейным (абсолютным) обжатием: Dh = h0— h1.
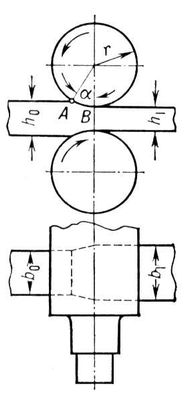
Рис. 3. Схема деформации металла при продольной прокатке.
Отношение этой величины к первоначальной высоте h0, выраженное в процентах  , называется относительным обжатием; за 1 проход оно обычно составляет 10—60%, а иногда и больше (до 90%). Увеличение длины прокатываемого металла характеризуется коэффициентом вытяжки l (отношение длины металла после его выхода из валков к первоначальной длине). Деформация прокатываемого металла в направлении ширины его сечения называется уширением (разность между шириной сечения до и после Прокатка). Уширение возрастает с повышением обжатия, диаметра валков и коэффициента трения между металлом и поверхностью валков.
, называется относительным обжатием; за 1 проход оно обычно составляет 10—60%, а иногда и больше (до 90%). Увеличение длины прокатываемого металла характеризуется коэффициентом вытяжки l (отношение длины металла после его выхода из валков к первоначальной длине). Деформация прокатываемого металла в направлении ширины его сечения называется уширением (разность между шириной сечения до и после Прокатка). Уширение возрастает с повышением обжатия, диаметра валков и коэффициента трения между металлом и поверхностью валков.
Область (объём) между валками, в которой прокатываемый металл непосредственно с ними соприкасается, называется очагом деформации; здесь происходят обжатие металла. Небольшие участки, примыкающие с обеих сторон к очагу деформации, называются внеконтактными зонами деформации; в них металл деформируется лишь в незначительной степени. Очаг деформации состоит из двух основных участков: зоны отставания, в которой средняя скорость металла меньше горизонтальной составляющей окружной скорости валков, и зоны опережения, в которой скорость металла относительно выше. Поэтому скорость выхода прокатываемого металла из валков несколько больше (на 2—6%) их окружной скорости. Граница между этими зонами называется нейтральным сечением. Силы трения, действующие на прокатываемый материал от валков, в зоне отставания направлены по его движению, в зоне опережения — против. Захват металла валками и стабильность протекания процесса обусловливаются силами трения, возникающими на контактной поверхности металла с валками. Для захвата необходимо, чтобы тангенс угла захвата a, т. е. угла между радиусами, проведёнными от оси валков к точкам А и В (см. рис. 3), не превысил коэффициента трения: tga £m. В тех случаях, когда к чистоте поверхности изделий не предъявляют высоких требований, для увеличения угла захвата (а следовательно, и обжатия) поверхности валков придаётся шероховатость путём насечки.
Практически углы захвата находятся в следующих пределах: при горячей Прокатка в гладких валках 20—26°, в насеченных — 27—34°; при холодной Прокатка со смазкой — 3—6°.
Усилие на валки при Прокатка определяется как произведение контактной поверхности на среднее удельное усилие Р = F×pcp(удельное усилие распределено по контактным поверхностям неравномерно: его максимум находится вблизи нейтрального сечения, а по направлению к входу и выходу металла из валков удельное усилие уменьшается). При Прокатка полос прямоугольного сечения контактная поверхность рассчитывается по формуле  , где r — радиус валка. При холодной Прокатка полос действительная контактная поверхность больше из-за упругого сжатия валков в местах соприкосновения с прокатываемым металлом. Среднее удельное усилие, называется также нормальным контактным напряжением, зависит от большого числа факторов и может быть выражено формулой pcp= n1×n2×n3×s, где n1 — коэффициент напряжённого состояния металла, зависящий главным образом от отношения длины дуги захвата, т. е. дуги между точками А и В на окружности сечения валка (см. рис. 3), к средней толщине прокатываемой полосы и её ширине, от коэффициента трения и от натяжения прокатываемого металла (натяжение широко применяется при холодной Прокатка); n2 — коэффициент, учитывающий влияние скорости Прокатка: n3 — коэффициент, учитывающий влияние величины наклёпа металла; s — предел текучести (сопротивление деформации) обрабатываемого металла при температуре прокатки. Наибольшее значение имеет коэффициент n1, изменяющийся в зависимости от указанных выше факторов в широких пределах (0,8—8); чем больше силы трения на контактных поверхностях и меньше толщина прокатываемого металла, тем выше этот коэффициент. В практических расчётах принимается при горячей Прокатка n3= 1, а при холодной n2= 1. Для углеродистых сталей при горячей Прокатка среднее удельное усилие находится в пределах 100—300 н/м2 (10—30 кгс/мм2), при холодной Прокатка 800—1500 н/м2 (80—150 кгс/мм2). Равнодействующие усилия на валки при наиболее распространённых условиях Прокатка направлены параллельно линии, соединяющей оси валков, т. е. вертикально (рис. 4).
, где r — радиус валка. При холодной Прокатка полос действительная контактная поверхность больше из-за упругого сжатия валков в местах соприкосновения с прокатываемым металлом. Среднее удельное усилие, называется также нормальным контактным напряжением, зависит от большого числа факторов и может быть выражено формулой pcp= n1×n2×n3×s, где n1 — коэффициент напряжённого состояния металла, зависящий главным образом от отношения длины дуги захвата, т. е. дуги между точками А и В на окружности сечения валка (см. рис. 3), к средней толщине прокатываемой полосы и её ширине, от коэффициента трения и от натяжения прокатываемого металла (натяжение широко применяется при холодной Прокатка); n2 — коэффициент, учитывающий влияние скорости Прокатка: n3 — коэффициент, учитывающий влияние величины наклёпа металла; s — предел текучести (сопротивление деформации) обрабатываемого металла при температуре прокатки. Наибольшее значение имеет коэффициент n1, изменяющийся в зависимости от указанных выше факторов в широких пределах (0,8—8); чем больше силы трения на контактных поверхностях и меньше толщина прокатываемого металла, тем выше этот коэффициент. В практических расчётах принимается при горячей Прокатка n3= 1, а при холодной n2= 1. Для углеродистых сталей при горячей Прокатка среднее удельное усилие находится в пределах 100—300 н/м2 (10—30 кгс/мм2), при холодной Прокатка 800—1500 н/м2 (80—150 кгс/мм2). Равнодействующие усилия на валки при наиболее распространённых условиях Прокатка направлены параллельно линии, соединяющей оси валков, т. е. вертикально (рис. 4).
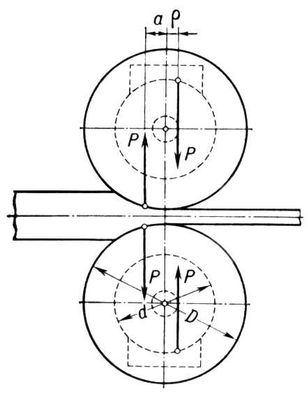
Рис. 4. Направление равнодействующих сил усилия на валки при простом процессе прокатки с учетом влияния трения в подшипниках.
Связь между усилием Р и моментом М, необходимым для вращения каждого валка, определяется формулой М = Р (а + r), где а — плечо силы Р, находящееся в пределах (0,35—0,5) , а r — радиус круга трения подшипников валков, равный произведению коэффициента трения подшипника на радиус его цапфы. Усилие на валок при Прокатка стальной проволоки, узких стальных полос составляет около 200—1000 кн (20—100 тс), а при Прокатка листов шириной 2—2,5 м доходит до 30— 60 Мн (3000—6000 тс). Момент, необходимый для вращения обоих валков при Прокатка стальной проволоки и мелких сортовых профилей, составляет 40—80 кн×м (4—8 тс×м), а при Прокатка слябов и широких листов достигает 6000—9000 кн×м (600—900 тс×м).
, а r — радиус круга трения подшипников валков, равный произведению коэффициента трения подшипника на радиус его цапфы. Усилие на валок при Прокатка стальной проволоки, узких стальных полос составляет около 200—1000 кн (20—100 тс), а при Прокатка листов шириной 2—2,5 м доходит до 30— 60 Мн (3000—6000 тс). Момент, необходимый для вращения обоих валков при Прокатка стальной проволоки и мелких сортовых профилей, составляет 40—80 кн×м (4—8 тс×м), а при Прокатка слябов и широких листов достигает 6000—9000 кн×м (600—900 тс×м).
О Прокатка различных стальных профилей и профилей из цветных металлов и сплавов см. в ст. Прокатное производство.
Лит.: Целиков А. И., Основы теории прокатки, М., 1965; Смирнов В. С., Теория прокатки, М., 1967; Целиков А. И., Гришков А. И., Теория прокатки, М., 1970; Тетерин Прокатка К., Теория поперечно-винтовой прокатки, М., 1971; Третьяков А. В., Зюзин В. И., Механические свойства металлов и сплавов при обработке давлением, М., 1973; Луговской В. М., Алгоритмы систем автоматизации листовых станов, М., 1974.
|
Так же Вы можете узнать о... Тридимит (от греч. tridymos — тройной), минерал, одна из полиморфных модификаций кристаллической двуокиси кремния 5102 (см. Фотографическая широта, проекция прямолинейного участка характеристической кривой фотографического материала на ось логарифмов экспозиций. Чёрная рыба, рыба отряда щукообразных; то же, что даллия. Этерикан, пролив между островами М. Ляховский и Б. Анеморумбограф, то же, что анемограф. Бен-Невис (Ben Nevis; по-кельтски — снежная гора), самая высокая вершина о. «Ватан», Хизб аль-Ватан (Партия отечества), 1) первая политическая организация в Египте, действовавшая в период подъёма национально-освободительной борьбы 1879—82. Гарантийная наработка ,наработка изделия, до завершения которой изготовитель гарантирует и обеспечивает выполнение установленных требований к изделию при условии соблюдения потребителем правил эксплуатации, в том числе правил хранения и транспортирования. Гусиное озеро (озеро в Забайкалье) Гусиное озеро, озеро в Забайкалье, в Бурятской АССР. Енгибаров Леонид Георгиевич (р. 15.3.1935, Москва), советский цирковой артист, клоун-пантомимист, народный артист Армянской ССР (1971). Ирландская рабочая партия (ИРП), см. в ст. Коммунистическая партия Ирландии. Китайцы (самоназвание — хань), нация, составляющая основную часть населения КНР. Круг высоты, большой круг небесной сферы, проходящий через зенит и надир места наблюдений и заданную точку небесной сферы. Лукьяненко Павел Пантелеймонович [27.5(9.6). Миномёт, гладкоствольное орудие, предназначенное для навесной стрельбы по укрытым целям, а также для разрушения полевых укреплений. Николай Михайлович (Романов) [14(26).4.1859 — 28. Параиба (штат в Бразилии) Параиба (Paraiba), штат на северо-востоке Бразилии, в основном на Бразильском плоскогорье. Постельная казна, в России в конце 15—17 вв. |
|