Трубопрокатный агрегат
Большая Советская Энциклопедия. Статьи для написания рефератов, курсовых работ, научные статьи, биографии, очерки, аннотации, описания.
|
|
| ТРА |
| ТРД |
| ТРЕ |
| ТРЁ |
| ТРИ |
| ТРН |
| ТРО |
| ТРП |
| ТРУ |
| ТРШ |
| ТРЮ |
| ТРЯ |
Трубопрокатный агрегат, трубопрокатный стан, система прокатных станов и др. машин, служащих для выполнения всего технологического процесса производства металлических цельнокатаных (бесшовных) труб, начиная от транспортирования исходной продукции со склада и кончая контролем качества труб и отправкой их потребителю.
Основные операции, выполняемые Трубопрокатный агрегат: нагрев исходной продукции (слитков или круглой заготовки), прошивка, обычно на прошивном прокатном стане с образованием в центре продольного круглого отверстия, дальнейшая раскатка полученной гильзы на удлинительном стане (с целью увеличения её длины и уменьшения толщины стенки), калибровка, правка, обрезка концов и контроль качества готовой продукции. Все машины, выполняющие эти операции, связаны между собой транспортными механизмами, обеспечивающими полную автоматизацию и поточность производства.
Размер Трубопрокатный агрегат определяется наибольшим диаметром прокатываемых труб, а тип Трубопрокатный агрегат — в основном устройством удлинительного стана. По этому признаку различают Трубопрокатный агрегат 4 основных типов: с непрерывным, короткооправочным, трёхвалковым и пилигримовым удлинительным станом.
Трубопрокатный агрегат с непрерывным удлинительным станом наиболее производительны и примерно с 50-х гг. 20 в. получили широкое применение для прокатки труб диаметром до 110 мм. В разработке современных Трубопрокатный агрегат такого типа большая роль принадлежит советскому станкостроению, создавшему в 60-х гг. 2 уникальных Трубопрокатный агрегат с рекордной производительностью (400—600 тыс. т в год) и успешно работающих на Первоуральском новотрубном и Никопольском южнотрубном заводах. Непрерывный удлинительный стан, устанавливаемый за прошивным, состоит обычно из 9 рабочих клетей, где гильза, полученная на прошивном стане, без промежуточного нагрева прокатывается на длинной оправке в тонкостенную трубу (рис. 1 и 2). Благодаря непрерывности процесса и большой скорости прокатки на этом стане прокатывают в час до 400 труб длиной более 25—30 м. За непрерывным станом устанавливаются машина для извлечения из труб оправок, пила для обрезки концов труб, печь (индукционная) для подогрева, калибровочный стан и транспортёр для охлаждения труб. На этих Трубопрокатный агрегат с целью достижения более высокой производительности обычно прокатывают трубы наибольшего диаметра. Для получения труб требуемого диаметра параллельно калибровочному стану устанавливается редукционный непрерывный стан, где происходит дополнительная прокатка труб (до нужного диаметра). После охлаждения трубы поступают в систему отделочных машин, где они правятся, разрезаются на части, термически обрабатываются, контролируются, упаковываются, и отправляются потребителю.
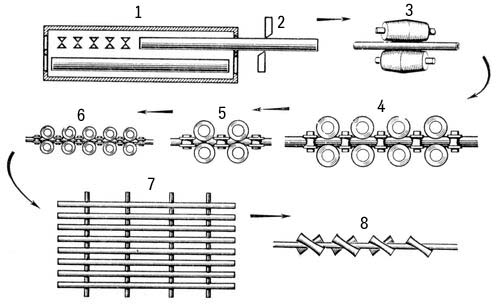
Рис. 1. Схема технологического процесса производства труб на трубопрокатном агрегате с непрерывным удлинительным станом: 1 — нагрев заготовок в секционных проходных печах; 2 — разрезка заготовок на ножницах; 3 — прошивка заготовок на прошивном стане; 4 — прокатка трубы на длинной оправке на непрерывном стане; 5 — прокатка на калибровочном стане; 6 — прокатка на редукционном стане; 7 — охлаждение готовых труб; 8 — правка труб на косовалковых правильных машинах.
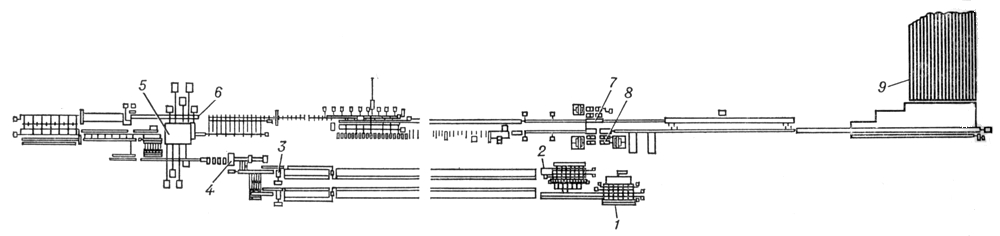
Рис. 2. Схема расположения оборудования трубопрокатного агрегата с непрерывным удлинительным станком: 1 — загрузочное устройство секционных печей; 2 — рольганг перед нагревательной печью; 3 — ножницы; 4 — рабочая клеть прошивного стана; 5 — непрерывный стан; 6 — извлекатель оправки; 7 — одиннадцатиклетьевой калибровочный стан; 8 — девятнадцатиклетьевой редукционный стан; 9 — холодильник.
Трубопрокатный агрегат с короткооправочным удлинительным станом были впервые разработаны (конец 19 — начало 20 вв.) Р. Штифелем (Швеция), поэтому их называют также агрегатами Штифеля. Они применяются для производства труб диаметром 60—450 мм и более. Исходным материалом служит катаная заготовка круглого сечения.
В состав Трубопрокатный агрегат с короткооправочным станом (рис. 3) входит прошивной стан, а при прокатке труб диаметром более 200—300 мм — 2 таких стана (2-й предназначен для уменьшения толщины стенки и увеличения диаметра гильзы). За прошивным станом устанавливается коротко-справочный стан (называемый также автоматическим), представляющий собой одноклетьевой стан-дуо с валками диаметром 650—1100 мм. Труба прокатывается на короткой оправке, расположенной в калибре между валками, на конце длинной штанги; толщина стенки трубы уменьшается в результате её деформирования между валками и оправкой. Для повторного прохода в той же клети труба возвращается и подаётся вновь. Параллельно с этим станом расположены 2 раскатных стана, в которые трубы поступают поочерёдно. На этих станах трубы подвергаются дополнительной винтовой прокатке на короткой оправке с целью получения стенки более равномерной (по окружности) толщины. За раскатными станами устанавливаются многоклетьевой калибровочный стан, транспортёр непрерывного действия для охлаждения труб и далее система отделочных машин, как у Трубопрокатный агрегат с непрерывным станом.
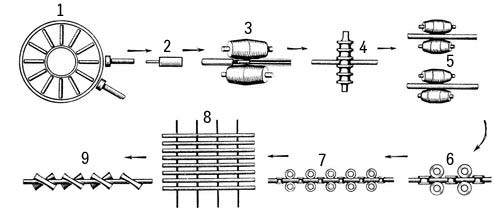
Рис. 3. Схема технологического процесса производства труб на трубопрокатном агрегате с короткооправочным удлинительным станом: 1 — нагрев исходной заготовки; 2 — центровка заготовки; 3 — прошивка на прошивном стане; 4 — раскатка на короткооправочном стане; 5 — раскатка на раскаточных станах; 6 — прокатка на калибровочном стане; 7 — прокатка на редукционном стане; 8 — охлаждение готовых труб; 9 — правка труб на косовалковых правильных машинах.
В 1975 советские станкостроители усовершенствовали эти Трубопрокатный агрегат: вместо одноклетьевого двухпроходного короткооправочного стана применен так называемый тандем — 2 короткооправочные клети, расположенные одна за другой. Устранение возвратного движения трубы позволило повысить производительность агрегатов и точность размеров прокатываемых труб.
Трубопрокатный агрегат с трёхвалковым удлинительным станом применяются для получения толстостенных труб с пониженной разностенностью, диаметром 35—200 мм, предназначенных главным образом для производства колец подшипников качения. Эти станы, разработанные В. Асселом (США), впервые были применены в 20-х гг. 20 в. Отличительной особенность Трубопрокатный агрегат с трёхвалковым станом состоит в применении для удлинения гильзы стана винтовой прокатки (рис. 4), имеющего 3 конических валка диаметром 250—500 мм, расположенных под углом к оси прокатываемой трубы и вращающихся в одном направлении. Труба, находящаяся между валками, вращается в противоположном направлении и одновременно движется вдоль оси. При таком винтовом перемещении трубы сё стенка деформируется между валками и длинной цилиндрической оправкой, благодаря чему толщина стенки уменьшается, а длина трубы увеличивается. Дальше по ходу процесса устанавливаются машина для извлечения из труб оправок, печь для подогрева труб, трёхвалковый калибровочный стан и система отделочных машин.
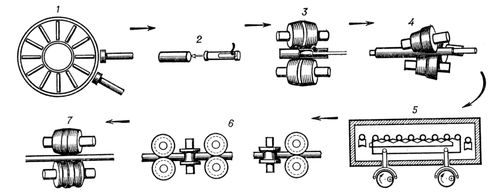
Рис. 4. Схема технологического процесса производства труб на трубопрокатном агрегате с трёхвалковым удлинительным станом: 1 — нагрев исходной заготовки; 2 — центровка заготовки; 3 — прошивка на прошивном стане; 4 — раскатка на трёхвалковом стане; 5 — промежуточный подогрев заготовки; 6 — прокатка на редукционном стане; 7 — калибровка трубы на стане поперечно-винтовой прокатки.
Трубопрокатный агрегат с пилигримовым станом находят применение главным образом для производства бесшовных труб больших диаметров (400—700 мм). Исходным материалом служат слитки круглого сечения — сплошные, отлитые в изложницах, либо пустотелые, отлитые непрерывным методом, а также пустотелые заготовки, полученные на гидравлических прессах. После нагрева слитки прокатываются сначала на прошивном стане, а затем на удлинительном пилигримовом стане, называемом также пильгерным. Стан двухвалковый с периодической калибровкой валков. Прокатка ведётся на цилиндрической оправке, с шаговой подачей трубы при каждом обороте валков специальным механизмом. После прокатки трубы подогреваются, а затем калибруются, правятся и подвергаются окончательной отделке.
Лит. см. при ст. Трубопрокатное производство.
А. И. Целиков.
|
Так же Вы можете узнать о... Ясинский Антон Никитич [22.9(4.10).1864, Межирич, ныне Черкасской области, — 13. Версия (грамматич.) Версия, грамматическая категория глагола, обозначающая отношение действия к его субъекту или косвенному объекту (преимущественно предназначенность действия). Жане Пьер Жане (Janet) Пьер (30.5.1859, Париж, — 24.2. Критическая точка * 1 amм = 1,01×105 н/м2. Неодикумарин, пелентан, лекарственный препарат из группы антикоагулянтов непрямого действия. Рациональные нормы потребления, см. Нормы потребления. Тилберг Янис Тилберг, Тильберг Янис [20.6(2.7).1880, Рига, — 7. Эвфуизм (англ. euphuism), изысканно-витиеватый слог английской литературы последней трети 16 в. Босс Льюис Босс (Boss) Льюис (26.10.1846, Провиденс, — 5. Джакобини - Циннера комета Джакобини — Циннера комета, телескопическая комета с периодом обращения 6,4 г. Колутон, посёлок городского типа в Астраханском районе Целиноградской области Казахской ССР. Молчанов Павел Александрович [6(18).2.1893, Волосово, ныне Ленинградской обл. Приморский (пос. гор. типа в Приморском крае) Приморский, посёлок городского типа в Хасанском районе Приморского края РСФСР. Схема (в конструкт. документации) Схема в конструкторской документации, документ, на котором условными графическими обозначениями показаны составные части изделия (или установки) и соединения или связи между ними. Шар-зонд, резиновый шар, наполненный обычно водородом, с прикрепленным к нему метеорографом, выпускаемый в свободный полёт для измерения параметров атмосферы. |
|