Кузнечно-штамповочное производство
Большая Советская Энциклопедия. Статьи для написания рефератов, курсовых работ, научные статьи, биографии, очерки, аннотации, описания.
|
|
| КУА |
| КУБ |
| КУВ |
| КУГ |
| КУД |
| КУЕ |
| КУЗ |
| КУИ |
| КУЙ |
| КУК |
| КУЛ |
| КУМ |
| КУН |
| КУО |
| КУП |
| КУР |
| КУС |
| КУТ |
| КУУ |
| КУФ |
| КУХ |
| КУЦ |
| КУЧ |
| КУШ |
| КУЩ |
| КУЭ |
| КУЮ |
| КУЯ |
«Луна», наименование советской программы исследований Луны и серии автоматических межпланетных станций (АМС), запускаемых в СССР к Луне начиная с 1959. Первое поколение АМС совершило перелёт с Земли к Луне без предварительного вывода на орбиту искусственного спутника Земли (ИСЗ), без проведения коррекций траектории и торможений в окололунном пространстве («Л.-1», «Л.-2», «Л.-3»). При запусках АМС второго поколения использовались более совершенные методы предварительного выведения на орбиту ИСЗ, старт с этой орбиты в сторону Луны, коррекции траектории перелёта и активные манёвры (торможение) в окололунном пространстве («Л.-4» — «Л.-14»).
Третье поколение АМС ещё более совершенно по своим возможностям. При запуске станций «Л.-15» — «Л.-21» применялись методы выведения на орбиту ИСЗ, старт с этой орбиты, коррекции траектории перелёта, вывод на орбиту искусственного спутника Луны (ИСЛ) с возможностью многократных коррекций её параметров, торможений и мягкой посадки станций в заданном районе Луны с большой точностью. К 1972 АМС обеспечили получение первых научных данных о Луне («Л.-1», «Л.-2», «Л.-3»), отработку мягкой посадки, испытание новых систем и доставку на поверхность Луны научных автоматических лунных станций («Л.-4», «Л.-8», «Л.-9», «Л.-13», «Л.-15», «Л.-18»), полёт, по орбите искусственного спутника Луны («Л-10», «Л.-11», «Л.-12», «Л.-14», «Л.-19»), взятие проб грунта в различных районах Луны и доставку его на Землю («Л.-16», «Л.-20»), доставку на поверхность Луны передвижных научных лабораторий «Л.-17» и «Луноход-1», «Л.-21» и «Луноход-2» (см. Лунный самоходный аппарат).
«Луна-1» — первая в мире АМС, запущенная в район Луны 2 января 1959 (рис. 1). Пройдя вблизи Луны на расстоянии 5—6 тысяч км от её поверхности, 4 января 1959 АМС вышла из сферы действия земного тяготения и превратилась в первую искусственную планету Солнечной системы с параметрами: перигелий 146,4 млн. км и афелий 197,2 млн. км. Конечная масса последней (3-й) ступени ракеты-носителя (РН) с АМС «Л.-1» 1472 кг. Масса контейнера «Л.-1» с аппаратурой 361,3 кг. На АМС размещались радиоаппаратура, телеметрическая система, комплекс приборов и другое оборудование. Приборы предназначены для изучения интенсивности и состава космических лучей, газовой компоненты межпланетного вещества, метеорных частиц, корпускулярного излучения Солнца, межпланетного магнитного поля. На последней ступени ракеты была установлена аппаратура для образования натриевого облака — искусственной кометы. 3 января на расстоянии 113 000 км от Земли было образовано визуально наблюдаемое золотисто-оранжевое натриевое облако. При полёте «Л.-1» впервые была достигнута вторая космическая скорость. Проведённые измерения дали ценные сведения о радиационном поясе Земли и космическом пространстве. В межпланетном пространстве впервые зарегистрированы сильные потоки ионизированной плазмы — солнечного ветра. В мировой печати АМС «Л.-1» получила название «Мечта».
«Луна-2» 12 сентября 1959 совершила первый в мире перелёт на другое небесное тело. 14 сентября 1959 АМС «Л.-2» и последняя ступень РН достигли поверхности Луны (западнее Моря Ясности, вблизи кратеров Аристилл, Архимед и Автолик) и доставили вымпелы с изображением Государственного герба СССР. Конечная масса АМС с последней ступенью РН 1511 кг при массе контейнера, а также научной и измерительной аппаратуры 390,2 кг. Анализ научной информации, полученной «Л.-2», показал, что Луна практически не имеет собственного магнитного поля и радиационного пояса.
«Луна-3» запущена 4 октября 1959 (рис. 2). Конечная масса последней ступени РН с АМС «Л.-3» 1553 кг, при массе научной и измерительной аппаратуры с источниками питания 435 кг. В состав аппаратуры входили системы: радиотехническая, телеметрическая, фототелевизионная, ориентации относительно Солнца и Луны, энергопитания с солнечными батареями, терморегулирования, а также комплекс научной аппаратуры. Двигаясь по траектории, огибающей Луну, АМС прошла на расстоянии 6200 км от её поверхности. 7 октября 1959 с борта «Л.-3» сфотографирована обратная сторона Луны. Фотокамеры с длиннои короткофокусным объективами засняли почти половину поверхности лунного шара, одна треть которой находилась в краевой зоне видимой с Земли стороны, а две трети — на невидимой. После обработки плёнки на борту полученные изображения были переданы фототелевизионной системой на Землю, когда станция находилась от неё на расстоянии 40 000 км. Полёт «Л.-3» был первым опытом изучения другого небесного тела с передачей его изображения с борта космического аппарата. После облёта Луны АМС перешла на вытянутую, эллиптическую орбиту ИСЗ с высотой апогея 480 тысяч км. Совершив 11 оборотов по орбите, она вошла в земную атмосферу и прекратила существование.
«Луна-4» — «Луна-8» — АМС, запущенные в 1963—65 для дальнейшего исследования Луны и отработки мягкой посадки на неё контейнера с научной аппаратурой. Была завершена экспериментальная отработка всего комплекса систем, обеспечивающих мягкую посадку, включая системы астроориентации, управления бортовой радиоаппаратуры, радиоконтроля траектории полёта и приборов автономного управления. Масса АМС после отделения от разгонной ступени РН 1422—1552 кг.
«Луна-9» — АМС, впервые в мире осуществившая мягкую посадку на Луну и передачу изображения её поверхности на Землю (рис. 3). Запущена 31 января1966 4-ступенчатой РН с использованием опорной орбиты ИСЗ. Автоматическая лунная станция прилунилась 3 февраля 1966 в районе Океана Бурь, западнее кратеров Рейнер и Марий, в точке с координатами 64° 22’ з. д. и 7° 08’ с. ш. На Землю переданы панорамы лунного ландшафта (при разных углах Солнца над горизонтом). Проведено 7 сеансов радиосвязи (продолжительностью более 8 ч) для передачи научной информации. АМС работала на Луне 75 ч. «Л.-9» состоит из АМС, предназначенной для работы на поверхности Луны, отсека с аппаратурой управления и двигательной установки для коррекции траектории и торможения перед посадкой. Общая масса «Л.-9» после выведения на траекторию полёта к Луне и отделения от разгонной ступени РН 1583 кг. Масса АМС после посадки на Луну 100 кг. В её герметичном корпусе размещены: телевизионная аппаратура, аппаратура радиосвязи, программно-временное устройство, научная аппаратура, система терморегулирования, источники электропитания. Изображения лунной поверхности, переданные «Л.-9», и успешная посадка имели решающее значение для дальнейших полётов к Луне.
«Луна-10» — первый искусственный спутник Луны (ИСЛ). Стартовала 31 марта 1966. Масса АМС на трассе полёта к Луне 1582 кг, масса ИСЛ, отделённого 3 апреля после перехода на селеноцентрическую орбиту, 240 кг. Параметры орбиты: периселений 350 км, апоселений 1017 км, период обращения 2 ч 58 мин 15 сек, наклонение плоскости лунного экватора 71° 54’. Активная работа аппаратуры 56 суток. За это время ИСЛ совершил 460 витков вокруг Луны, проведено 219 сеансов радиосвязи, получена информация о гравитационных и магнитном полях Луны, магнитном шлейфе Земли, в который не раз попадали Луна и ИСЛ, а также косвенные данные о химическом составе и радиоактивности поверхностных лунных пород. С ИСЛ передавалась на Землю по радио мелодия «Интернационала», впервые — во время работы 23-го съезда КПСС. За создание и запуск АМС «Л.-9» и «Л.-10» Международная авиационная федерация (ФАИ) наградила советских учёных, конструкторов и рабочих почётным дипломом.
«Луна-11» — второй ИСЛ; запущена 24 августа 1966. Масса АМС 1640 кг. 27 августа «Л.-11» была переведена на окололунную орбиту с параметрами: периселений 160 км, апоселений 1200 км, наклонение 27°, период обращения 2 ч 58 мин. ИСЛ совершил 277 витков, проработав 38 суток. Научные приборы продолжали исследование Луны и окололунного пространства, начатые ИСЛ «Л.-10». Проведено 137 сеансов радиосвязи.
«Луна-12» — третий советский ИСЛ; запущена 22 октября 1966 (рис. 4). Параметры орбиты: периселений около 100 км, апоселений 1740 км. Масса АМС на орбите ИСЛ 1148 кг. «Л.-12» активно функционировала 85 суток. На борту ИСЛ, кроме научной аппаратуры, находилась фототелевизионная система с высоким разрешением (1100 строк); с её помощью получены и переданы на Землю крупномасштабные изображения участков лунной поверхности в районе Моря Дождей, кратера Аристарх и других (различаются кратеры размером до 15—20 м, а отдельные объекты размером до 5 м). Станция функционировала до19 января 1967. Проведено 302 сеанса радиосвязи. На 602-м витке после выполнения программы полета радиосвязь со станцией была прервана.
«Луна-13» — вторая АМС, совершившая мягкую посадку на Луну (рис. 5). Запущена 21 декабря 1966. 24 декабря произвела посадку в районе Океана Бурь в точке с селенографическими координатами 62° 03’ з. д. и 18° 52’ с. ш. Масса АМС после посадки на Луну 112 кг. С помощью механического грунтомера, динамографа и радиационного плотномера получены данные о физико-механических свойствах поверхностного слоя лунного грунта. Газоразрядные счётчики, регистрировавшие космическое корпускулярное излучение, позволили определить отражательную способность лунной поверхности для космических лучей. На Землю переданы 5 крупных панорам лунного ландшафта при различных высотах Солнца над горизонтом.
«Луна-14» — четвёртый советский ИСЛ. Запущена 7 апреля 1968. Параметры орбиты: периселений 160 км, апоселений 870 км. Проводилось уточнение соотношения масс Земли и Луны; исследовались гравитационное поле Луны и её форма методом систематических длительных наблюдений за изменениями параметров орбиты; изучались условия прохождения и стабильности радиосигналов, передаваемых с Земли на борт ИСЛ и обратно при различных положениях его относительно Луны, в частности при заходе за лунный диск; измерялись космические лучи и потоки заряженных частиц, идущих от Солнца. Получена дополнительная информация для построения точной теории движения Луны.
«Луна-15» запущена 13 июля 1969 более мощной ракетой. После выхода на селеноцентрическую орбиту проведено 2 коррекции орбиты: после первой — периселений 95 км, апоселений 221 км; после второй — периселений 16 км, апоселений 110 км. При этом испытывались новые навигационные системы. Проведены исследования в окололунном пространстве и получена информация о работе новых систем станции, обеспечивающих посадку в различных районах Луны. «Л.-15» сделала 52 витка вокруг Луны. 21 июля была включена тормозная двигательная установка, станция сошла с орбиты и упала на лунную поверхность в заданном районе.
«Луна-16» — АМС, впервые совершившая рейс Земля — Луна — Земля и доставившая образцы лунного грунта (рис.6). Стартовала 12 сентября 1970. 17 сентября вышла на селеноцентрическую круговую орбиту с удалением от лунной поверхности 110 км, наклонением 70°, периодом обращения 1 ч 59 мин. В дальнейшем была решена сложная задача формирования предпосадочной орбиты с низким периселением. Мягкая посадка произведена 20 сентября 1970 в районе Моря Изобилия в точке с координатами 56°18’ в. д. и 0°41’ ю. ш. Грунтозаборное устройство обеспечило бурение и забор грунта. Старт с Луны ракеты «Луна — Земля» произведён по команде с Земли 21 сентября 1970. 24 сентября возвращаемый аппарат был отделен от приборного отсека и совершил посадку в расчётном районе. «Л.-16» состоит из посадочной ступени с грунтозаборным устройством и космической ракеты «Луна — Земля» с возвращаемым аппаратом. Масса АМС при посадке на поверхность Луны 1880 кг. Посадочная ступень — самостоятельный ракетный блок многоцелевого назначения, имеющий жидкостный ракетный двигатель, систему баков с компонентами топлива, приборные отсеки и амортизированные опоры для посадки на поверхность Луны.
«Луна-17» — АМС, доставившая на Луну первую автоматическую передвижную научную лабораторию «Луноход-1» (см. Лунный самоходный аппарат). Запуск «Л.-17» — 10 ноября 1970, 17 ноября — мягкая посадка на Луну в районе Моря Дождей, в точке с координатами 35° з. д. и 38°17’ с. ш.
«Луна-18» запущена 2 сентября 1971. На орбите станция осуществляла маневрирование с целью отработки методов автоматической окололунной навигации и обеспечения посадки на Луну. «Л.-18» совершила 54 витка. Проведено 85 сеансов радиосвязи (проверка работы систем, измерение параметров траектории движения). 11 сентября была включена тормозная двигательная установка, станция сошла с орбиты и достигла Луны в материковой части, окружающей Море Изобилия. Район посадки был выбран в гористой местности, представляющей большой научный интерес. Как показали измерения, прилунение станции в этих сложных топографических условиях оказалось неблагоприятным.
«Луна-19» — шестой советский ИСЛ; запущена 28 сентября 1971. 3 октября станция вышла на селеноцентрическую круговую орбиту с параметрами: высота над поверхностью Луны 140 км, наклонение 40° 35’, период обращения 2 ч 01 мин 45 сек. 26 и 28 ноября станция была переведена на новую орбиту. Проводились систематические длительные наблюдения за эволюцией её орбиты с целью получения необходимой информации для уточнения гравитационного поля Луны. Непрерывно измерялись характеристики межпланетного магнитного поля в окрестностях Луны. На Землю переданы фотографии лунной поверхности.
«Луна-20» запущена 14 февраля 1972. 18 февраля в результате торможения переведена на круговую селеноцентрическую орбиту с параметрами: высота 100 км, наклонение 65°, период обращения 1 ч 58 мин. 21 февраля осуществила мягкую посадку на поверхность Луны впервые в горном материковом районе между Морем Изобилия и Морем Кризисов, в точке с селенографическими координатами 56° 33’ в. д. и 3° 32’ с. ш. «Л.-20» по конструкции аналогична «Л.-16». Грунтозаборный механизм произвёл бурение лунного грунта и забор образцов, которые были помещены в контейнер возвращаемого аппарата (рис. 7) и загерметизированы. 23 февраля с Луны стартовала космическая ракета с возвращаемым аппаратом. 25 февраля возвращаемый аппарат АМС «Л.-20» совершил посадку в расчётном районе территории СССР. На Землю были доставлены образцы лунного грунта, впервые взятые в труднодоступном материковом районе Луны.
«Луна-21» доставила на поверхность Луны «Луноход-2». Запуск был осуществлен 8 января 1973. «Л.-21» совершила мягкую посадку на Луну на восточной окраине Моря Ясности, внутри кратера Лемонье, в точке с координатами 30° 27’ в. д. и 25° 51’ с. ш. 16 января с посадочной ступени «Л.-21» по трапу сошёл «Луноход-2».
А. А. Еременко.
Для увеличения пластичности при обработке давлением часто применяют нагрев, что позволяет снизить усилия в 10—15 раз по сравнению с обработкой холодной заготовки, а также избежать появления трещин и сократить время операции. В качестве нагревательных устройств в Кузнечно-штамповочное производство используют печи: пламенные (камерные и методические) и электрические (с нагревательными элементами и индукционные).
Основные способы обработки металлов, применяемые в Кузнечно-штамповочное производство, характеризуются состоянием исходного материала (прокат, слиток, лист и т. д.), оборудованием (пресс, молот), инструментальной оснасткой и технологическими приёмами. По этим признакам различают: ковку (преимущественно с нагревом), объёмную и листовую штамповку (горячую и холодную), прессование (главным образом с нагревом).
Ковка — способ обработки металлов, характеризующийся тем, что течение материала в стороны, как правило, не ограничено инструментом — штампом. Ковкой получают изделия массой до 200 т. Ковка применялась ещё до освоения выплавки железа из руды, поковки из метеоритного железа производили вручную в 4—3 тыс. до н. э. В современном Кузнечно-штамповочное производство ковку ведут вручную или на машинах: молотах с массой падающих частей от 1 до 5000 кг и ковочно-гидравлических прессах с усилием от 2 до 200 Мн (200—20000 тс). Заготовки деформируются непосредственно верхним бойком штампа или простейшими приспособлениями, кузнечным инструментом. Для перемещения тяжёлых заготовок (до 350 т) и инструментов используют мостовые и поворотные подъёмные краны, кантователи, манипуляторы (рис. 1). Ковкой получают детали из слитков или проката.

Рис. 1. Ковочно-гидравлический пресс с усилием 10 Мн (1000 тc), работающий с двумя манипуляторами.
Штамповка — способ обработки металлов давлением, при котором течение металла ограничено поверхностями полостей и выступов штампа. Верхняя и нижняя части штампа образуют замкнутую полость по форме изготовляемой детали — штамповки. В зависимости от формы заготовки (лист, прокат и т. д.), оборудования и технологических приёмов различают объёмную штамповку и листовую штамповку. Кроме того, штамповку можно осуществлять с нагревом и без нагрева. Прообразом штамповки можно считать чеканку монет. Широкое применение процесса штамповки началось в конце 18 — начале 19 вв. в связи с переходом на промышленный выпуск изделий, в частности первый патент на изготовление штампованием латунных гильз был выдан в 1796 (Германия). С появлением паровых машин на штамповочных прессах стали осуществлять различные пробивные и вырубные операции, например пробивку отверстий под заклёпки. Наибольшее развитие штамповка получила в середине 20 в. с ростом серийного и массового производства в приборои машиностроении, радиоэлектронной промышленности и др. отраслях, т. к. является в десятки раз производительнее ковки. Штампованные детали имеют в 2—3 раза меньшие припуски на обработку, чем кованые, т. е. выше процент использования металла. Штамповку осуществляют на молотах с массой падающих частей 0,5—30 т, криво-шинных горячештамповочных прессах с усилием от 6 до 100 Мн (600—10000 тс), гидравлических прессах с усилием до 750 Мн (75000 тс), горизонтально-ковочных машинах, кузнечно-штамповочных автоматах, гидровинтовых пресс-молотах. Чтобы сократить отход металла, уменьшить последующую обработку применяют безоблойное штампование. При горячей штамповке на молотах окалина удаляется в промежутках между первыми ударами. На прессах штамповку выполняют за один ход. В связи с этим применяют т. н. безокислительный нагрев заготовок (обычно прокат), например в индукционных печах. Это обеспечивает получение изделий почти без окалины. Труднодеформируемые материалы штампуют, как правило, на гидравлических прессах в штампах, нагретых до температуры обрабатываемого материала (например, для титановых сплавов до 800 °С), — т. н. изотермическая штамповка.
Для обеспечения более высокой чистоты поверхности, большей точности размеров изделия применяют холодную штамповку, процесс которой аналогичен горячей штамповке, но исключает нагрев.
Листовая штамповка — способ получения тонкостенных изделий плоской или пространственной формы. Тонколистовой материал (до 4 мм) штампуют без нагрева, толстолистовой (свыше 4 мм) — с нагревом. Получаемые этим способом детали имеют точные размеры и обычно не нуждаются в дальнейшей обработке резанием. В мелкосерийном и серийном производствах применяют универсальные машины и оснастку; в крупносерийном и массовом производствах используют многооперационные штампы. Штамповку выполняют на кривошипных прессах с усилием 63—50000 кн (6,3—5000 тс), с числом ходов от 5 до 15 в мин, на листоштамповочных автоматах с усилием 50—40000 кн (5—4000 тс), с числом ходов до 120 в мин, на гидравлических вытяжных прессах с усилием от 8 до 200 Мн (800—20000 тс). В массовом производстве особое значение при листовой штамповке приобретают использование комбинированных штампов, механизация и автоматизация целых участков, автоматические линии (рис. 2).
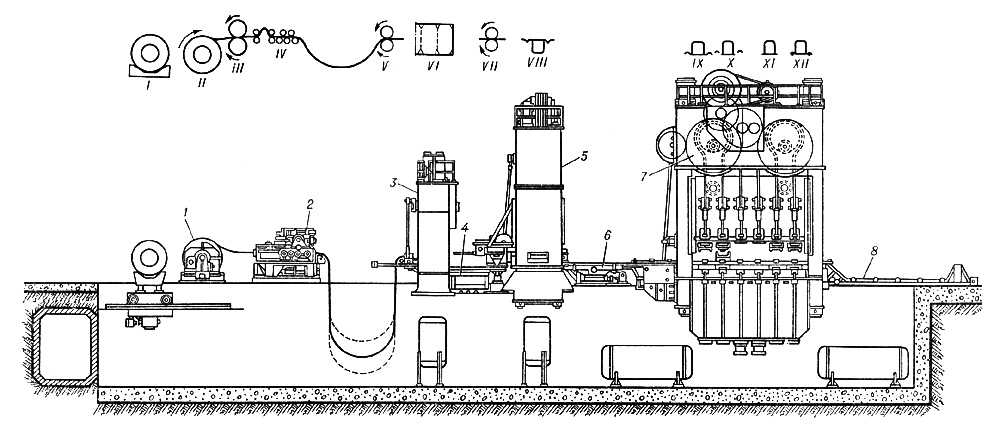
Рис. 2. Схема автоматизированной линии для штамповки картеров двигателей: I — исходное положение рулона стальной ленты; II — размотка; III — чистка; IV — правка; V — подача; VI — вырубка заготовки; VII — смазка; VIII — вытяжка изделия; IX — переформовка радиусов и правка фланцев; X — обработка фланцев по контуру; XI — формовка ребер жесткости и фланцовка по контуру; XII — пробивка отверстий; 1 — разматывающее устройство; 2 — листоправильная машина; 3 — двухкривошинный пресс простого действия с валковой подачей; 4 — механизм передачи и подъема стопы заготовок; 5 — однокривошипный пресс двойного действия для вытяжки; 6 — механизм передачи изделий и съёма штампа; 7 — многопозиционный пресс с грейферной подачей; 8 — механизм транспортирования изделий и съёма штампа.
При производстве однотипных деталей из листа (толщина алюминиевого листа 1,5—2 мм, стального — 0,5—0,6 мм), в частности в авиационной промышленности, большое распространение получила т. н. штамповка резиной, позволяющая удешевить инструмент, упростить конструкцию пресса. На гидравлическом прессе простого действия укрепляется подушка из резины или др. упругого материала в металлической коробе, установленном на подвижных частях пресса. Нижний боёк штампа имеет форму штампуемой детали. Пока штампуются одни детали, подготавливают новые заготовки.
При гидравлической вытяжке, являющейся также разновидностью листовой штамповки, деформирование заготовки осуществляется непосредственно жидкостью.
Прессование — способ получения изделий из различных профилей, прутков, труб и др., при котором заготовка, помещенная в специальный контейнер, выдавливается из него пуансоном (пресс-штемпелем) через отверстие в матрице, имеющее форму (очертания) будущего изделия. Осуществляется на гидравлических прессах с усилием до 200 Мн (20000 тс). Прессование получило распространение с 60-х гг. 19 в., хотя первый патент на гидравлический пресс был выдан в 1797 (Великобритания). Прессованные изделия имеют высокую точность размеров и в большинстве случаев практически не требуют последующей механической обработки. Установка инструмента проста, что позволяет быстро переналаживать оборудование для изготовления различных изделий.
Новые способы обработки металлов. В 50-х гг. 20 в. разработаны и начали успешно внедряться в Кузнечно-штамповочное производство принципиально новые технологические процессы, позволяющие обрабатывать труднодеформируемые материалы (жаропрочные стали, титановые, молибденовые, вольфрамовые и др. сплавы).
При взрывном штамповании ударная волна, возникающая при сгорании заряда взрывчатого вещества, деформирует заготовку, придавая ей нужную форму. Вследствие кратковременности процесса (мсек — мксек) штампы можно изготовлять не только из дешёвых малоуглеродистых сталей, но и из таких материалов, как бетон, дерево, пластмасса и т. д.
Высокоскоростная штамповка— способ обработки труднодеформируемых материалов с высокой точностью на молотах, скорость падающей части (бабы) которых при ударе достигает 40—60 м/сек. У обычных молотов не выше 8 м/сек. Масса соударяющихся частей у высокоскоростных молотов при одинаковой энергии удара во много раз меньше, чем у обычных молотов.
Для получения различных изделий применяют деформирование заготовок силами, возникающими при взаимодействии электромагнитных полей, образующихся во время разряда мощной конденсаторной батареи (рис. 3). Этот способ, называемый электромагнитной формовкой, позволяет получать до 600 изделий в час. Применяется для изготовления различных изделий, например рефлекторов из полированных листов без последующей обработки, для соединения деталей, в том числе и из разнородных материалов (например, металла и керамики), и т. д. Разновидностью этого способа является электрогидравлическая формовка, при которой используется энергия ударной волны, образующейся в результате электрического разряда в жидкости (рис. 4).
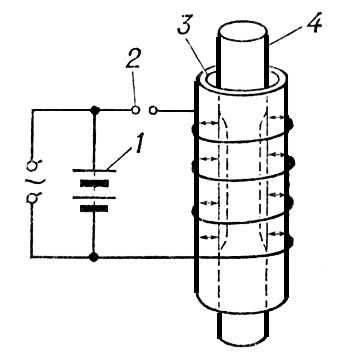
Рис. 3. Схема электромагнитной формовки: 1 — конденсаторная батарея; 2 — разрядник; 3 — катушка индуктивности; 4 — трубная заготовка.
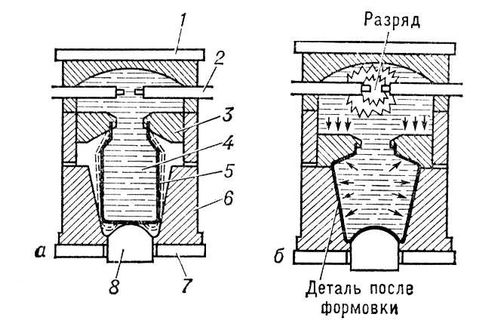
Рис. 4. Схема электрогидравлической формовки: а — установка заготовки; б — получение детали после действия разряда (формовки): 1 — ползун; 2 — электроды; 3 — подвижная матрица; 4 — вода; 5 — заготовка; 6 — неподвижная матрица; 7 — подштамповая плита; 8 — выталкиватель.
Гидростатическое прессование, или гидроэкструзия, основано на использовании жидкости для передачи высокого давления — от 10 до 3000 Мн/м2 (100—30000 кгс/см2). Этим способом выдавливают прутки и профильные изделия, получают детали, имеющие форму тел вращения, главным образом из малопластичных и труднодеформируемых сплавов.
Изделия из порошкообразных материалов получают способом гидростатического спрессовывания (или газостатического). Материалы в эластичной (резиновой, полимерной, свинцовой, тонкой стальной и т. и.) оболочке помещают в контейнер, в который подаётся жидкость под давлением до 800 Мн/м2 (8000 кгс/см2). При этом происходит равномерное уплотнение заготовки, форма получаемых изделий повторяет форму исходной заготовки. Гидростатическое спрессовывание осуществляется при температурах до 400—500°С, a газостатическое — до 2000—2500°С. При газостатическом спрессовывании рабочей средой является нейтральный газ (обычно аргон). Давление газа достигает 200—500 Мнм2 (2000—5000 кгс/см2).
Изделия Кузнечно-штамповочное производство применяют в автомобильной и авиационной промышленности, тракторостроении, приборостроении, лёгкой промышленности, в производстве предметов широкого потребления. производство кузнечно-прессовых машин в СССР в 1940 составляло 4,7 тыс. штук, в 1972 составило 43,9 тыс. штук, а к 1975 достигнет 60—65 тыс. штук в год.
Лит.: Рыбаков Б. А., Ремесло древней Руси, М., 1948; Сторожев М. В., Попов Е. А., Теория обработки металлов давлением, М., 1971; Залесский В. И., Оборудование кузнечно-прессовых цехов, М., 1964; Пихтовников Р. В., Завьялова В. И., Штамповка листового металла взрывом, М., 1964; Романовский В. П., Справочник по холодной штамповке, М.— Л., 1965; Ковка и объемная штамповка стали. Справочник, под ред. М. В. Сторожева, т. 1—2, М., 1967—68.
Б. В. Розанов, В. П. Линц.
|
Так же Вы можете узнать о... Бурея (посёлок гор. типа в Амурской обл.) Бурея, посёлок городского типа в Бурейском районе Амурской области РСФСР. Варсанофьева Вера Александровна [р. 10(22).7. Веш (афг., буквально — делёж, передел), обычай раздела и передела земли у афганцев, сложившийся в период их перехода от кочевого скотоводства к оседлому земледелию. Водяные скорпионы (Nepidae), семейства насекомых подотряда водяных клопов. Второй конгресс Коминтерна (1920), см. в ст. Гаобаоху, Гаоюху, озеро на В. Китая, в провинции Цзянсу и Аньхой, в системе р. Геркулес (мифологич.) Геркулес, латинская форма имени величайшего героя древнегреческой мифологии Геракла. Глухой гриб, народное название различных съедобных грибов, у которых нижняя сторона шляпки «заткана» грибницей паразитных сумчатых грибов из рода Hypomyces. Градижск посёлок городского типа в Глобинском районе Полтавской обл. Гуч Джордж Пибоди Гуч (Gooch) Джордж Пибоди (21.10. 1873, Лондон, — 31. Демагог (от греч. děmagôgos, буквально — вождь народа), в Древней Греции, особенно в Афинах классического времени, Д. Диктиокаулёзы, гельминтозные заболевания травоядных, вызываемые нематодами из рода Dictyocaulus и характеризующиеся бронхитами и бронхопневмониями. Дражирование семян, приём предпосевной подготовки семян путём обволакивания их защитной питательной оболочкой шаровидной формы в специальном аппарате — дражираторе. Естественное разделение труда, см. в ст.Разделение труда. Замок (в архитектуре) Замок (замковый камень) в архитектуре, обычно клинообразной формы камень (или кирпич) в вершине арки или свода. Зонд (франц. sonde), медицинский инструмент для исследования полых и трубчатых органов, нормальных и патологических каналов, свищевых ходов, ран. |
|